


Automatická SIP továrna ASMP-200 PREFAB 4.0
Technologie: APLIKACE JEDNOSLOŽKOVÉHO POLYURETANU VYTVRZOVANÉHO VLHKOSTÍ
Automatická SIP továrna ASMP-200 PREFAB 4.0
Technologie: APLIKACE JEDNOSLOŽKOVÉHO POLYURETANU VYTVRZOVANÉHO VLHKOSTÍ
POPIS


NOVÁ TECHNOLOGICKÁ ÚROVEŇ STAVEBNICTVÍ
Gluestream je odborník na výrobu zařízení pro stavbu domů pomocí SIP technologie. Nabízíme stroje a technologie s kompletními softwarovými řešeními pro výrobu stavebnic domů v dílně.
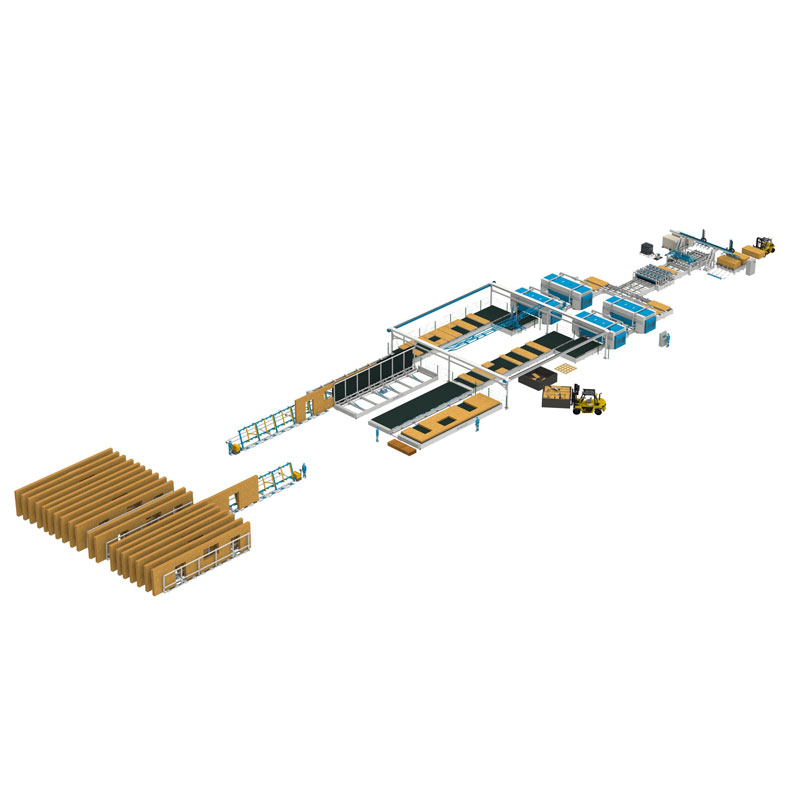
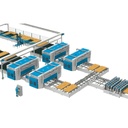
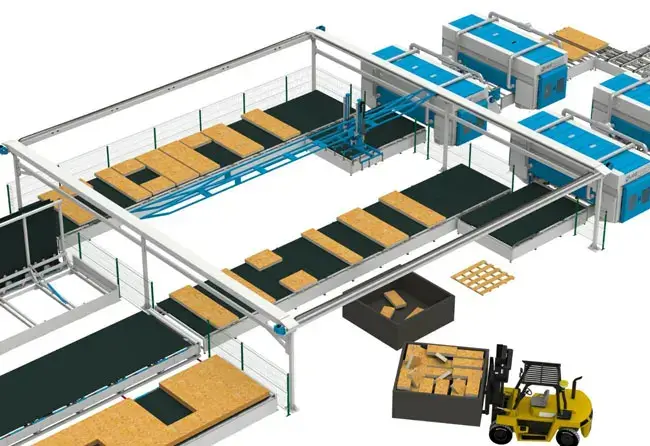
Automatizovaná továrna Gluestream ASMP-200 Prefab 4.0 je navržena pro výrobu hotových konstrukčních modulů z SIP panelů, které se používají pro montáž domů a budov s různými typy střech na staveništi.
Výrobní proces předpokládá možnost instalace oken a dveří, pokládky inženýrských sítí (elektroinstalace, instalatérství a větrání), stejně jako interiérové a exteriérové dekorace modulů v továrním prostředí.
DIGITÁLNÍ DESIGN
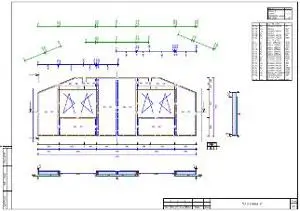
Navrhování domů se provádí v CAD Dietrich’s (Německo). Tento software je určen pro navrhování domů z SIP panelů. Má flexibilní modulární strukturu a může být také instalován jako ARX aplikace pro AutoCAD s podporou všech funkcí programu.
Populární profesionální CAD/CAM – kompletní sada výstupních výkresů;

3D vizualizace – podívejte se na exteriér a interiér domu v detailu;

Automatické termotechnické výpočty a další speciální softwarové moduly.

AUTOMATIZOVANÁ VÝROBA
Výrobní proces je automatizován a řízen systémem Manufacturing Execution System – MES (Německo), což zvyšuje flexibilitu a efektivitu podniku a snižuje ruční práci na minimum. MES software se skládá z jádra a dalších softwarových modulů.
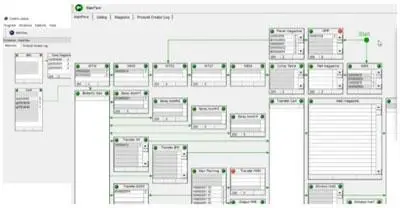
- Materializace počítačového modelu, který byl vytvořen v CAD Dietrich’s konfigurací dat, přenosem objednávky přímo do výroby a online řízením výroby;
- Vizualizace výrobního procesu, automatizované plánování pořadí operací a plánování trasy pohybu obrobků;
- Posouzení dostupnosti potřebných zdrojů, materiálů a komponentů, generování výrobních zpráv, prognóz, statistik pro přímé vydání uživateli nebo ERP.
- Přímé propojení automatizovaného výrobního zařízení s MES umožňuje přenos objednávek s přesnými sadami úkolů a časováním provedení;
- Integrace do systému a informační podpora pracovišť s ruční prací: podpora montážní sekce, řízení skladů a dalších volitelných míst. Potřebné informace jsou zobrazovány v reálném čase na obrazovkách pracovišť. Není potřeba tištěných výkresů ve všech fázích výroby;
- Výrobní proces, statistiky, zprávy a další data jsou kdykoli dostupné na dálku prostřednictvím webového rozhraní.

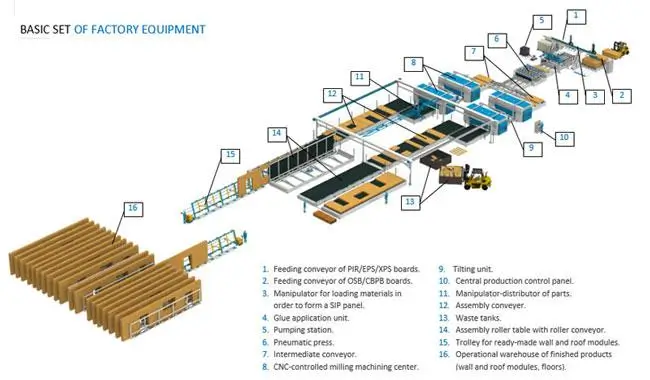
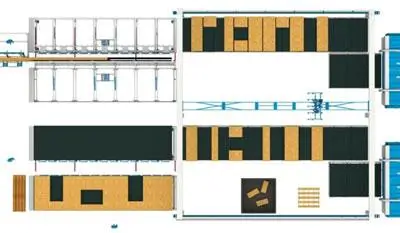
ZÁKLADNÍ SADA TOVÁRNÍHO VYBAVENÍ
- Podávací dopravník PIR/EPS/XPS;
- Podávací dopravník OSB/CBPB desek;
- Manipulátor pro nakládání materiálů za účelem vytvoření SIP panelu;
- Jednotka pro nanášení lepidla;
- Čerpací stanice;
- Pneumatický lis;
- Mezilehlý dopravník;
- CNC řízené frézovací obráběcí centrum;
- Naklápěcí jednotka;
- Centrální ovládací panel výroby;
- Manipulátor-distributor dílů;
- Montážní dopravník;
- Nádrže na odpad;
- Montážní válečkový stůl s válečkovým dopravníkem;
- Vozík pro hotové stěnové a střešní moduly;
- Provozní sklad hotových výrobků (stěnové a střešní moduly, podlahy).
VÝROBNÍ PROCES A TECHNOLOGIE
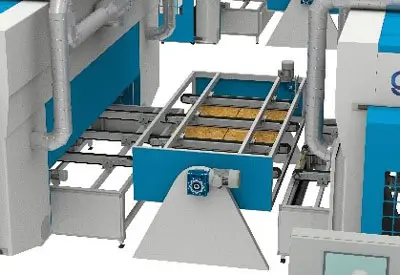
Automatická továrna začíná dopravníky, které automaticky podávají EPS/PIR/PUR desky a CBPB/OSB/MgO desky k manipulátoru. Automatický portál pomocí dvou vakuových manipulátorů zvedá desky z palet a přesouvá je do oblasti nanášení lepidla.
Dále materiál vstupuje do portálu pro automatické nanášení lepidla s manipulátorem, který sestavuje SIP panely. Pro lepení SIP panelu se používá jednosložkové polyuretanové PUR lepidlo s opožděným začátkem polymerizace.
Po vytvoření dvou SIP panelů jsou přemístěny po automatickém dopravníku do pneumatického portálového lisu.
• 800-1000 kg/m2 lisovací síla
• 3 minuty lisování čas
Po lisování jsou SIP panely přemístěny po dopravníku na mezilehlý dopravník, kde čekají na zpracování v obráběcích centrech.





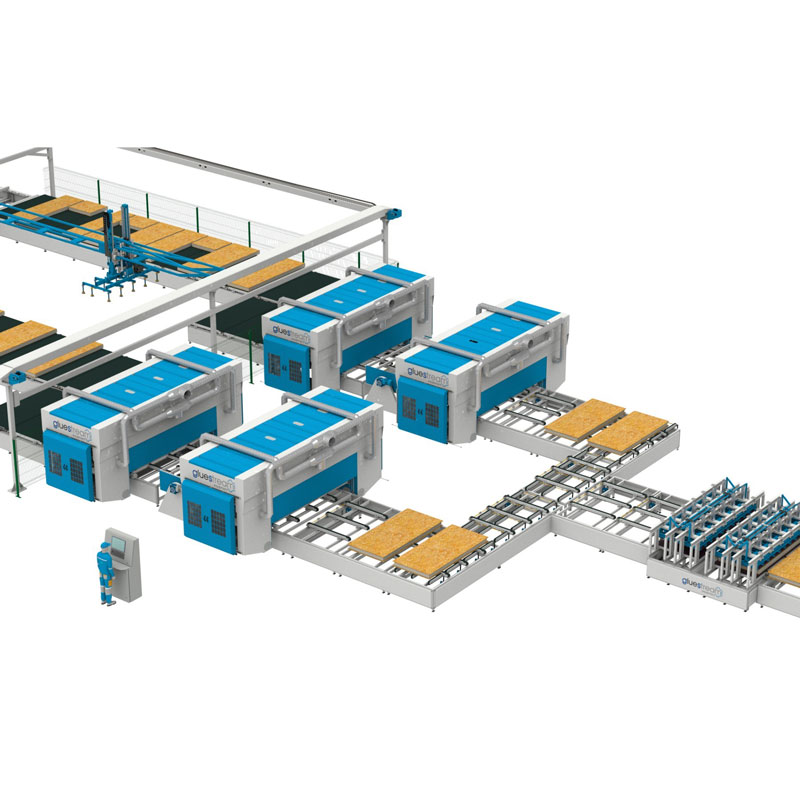
Data souborů BTL, které jsou generovány CAD Dietrich’s, jsou plně automaticky převedena do CNC programů obráběcích center. Data jsou graficky prezentována ve formě 3D modelu. Procházejí několika optimalizačními postupy. Kromě toho jsou plně automaticky vybrány správné nástroje pro obrábění. Cesty a rychlost fréz, jejich vstup a výstup z materiálu jsou optimalizovány. Zpracování probíhá ve 3 souřadnicích. Drážkování pro spojovací prvky (řezivo, SIP vložky, OSB pásky) probíhá současně s řezáním panelů.

Dvě dvojitá CNC řízená obráběcí centra jsou instalována paralelně v lince. První centra v lince zpracovávají SIP panely pomocí speciální sady fréz podle řezného programu pro 2/3 tloušťky SIP panelu.


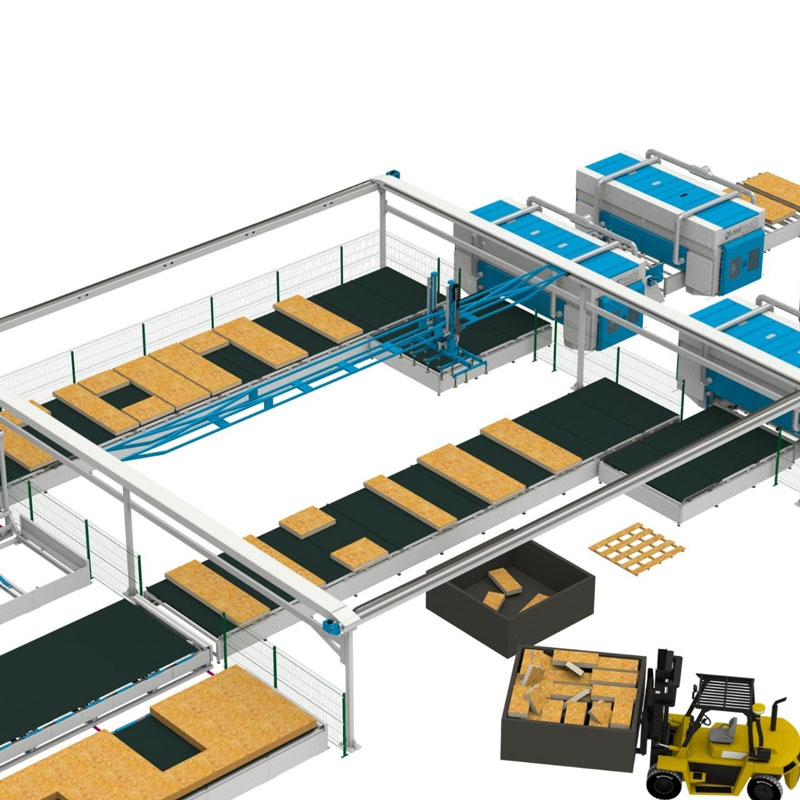
MANIPULÁTOR-DISTRIBUTOR DÍLŮ
Aktivní pneumatický manipulátor je schopen uchopit SIP díly různých velikostí a konfigurací s horizontální rotací o 180 stupňů.
Hotové SIP díly jsou automaticky stohovány manipulátorem paralelně na dvou montážních dopravnících. Tím je dosaženo maximální optimalizace řezání materiálu. SIP díly jsou na dopravnících rozmístěny ve správné poloze a pořadí pro jejich další montáž do SIP modulů. Režim zrychlené montáže SIP modulu lze nastavit na jednom z dopravníků.
MONTÁŽNÍ DOPRAVNÍKY
Po naskládání všech SIP částí na jeden ze dvou dopravníků je přesune z oblasti manipulátoru do montážní oblasti a na odpovídající montážní stůl.

Jedna část každého montážního stolu je vybavena aktivním válečkovým systémem. Umožňuje přijímat a přenášet naskládané SIP části z montážního dopravníku na povrch montážního stolu. Na každém z montážních naklápěcích stolů pracují dva nebo více montérů.
Montáž by měla být provedena pomocí ručního elektrického nářadí.
Při sestavování SIP modulu se montéři řídí výkresem modulu, který je zobrazen na obrazovce tabletu/monitoru a specifikaci.
Po sestavení SIP modulu na jedné straně jej montážní naklápěcí stůl otočí o 180° na druhou stranu. Poté montéři upevní druhou stranu modulu pomocí spon, hřebíků nebo šroubů.
Sestavený SIP modul je vertikálně zvednut naklápěcím stolem a přemístěn na vozík pro hotové moduly pomocí vestavěného válečkového dopravníku.



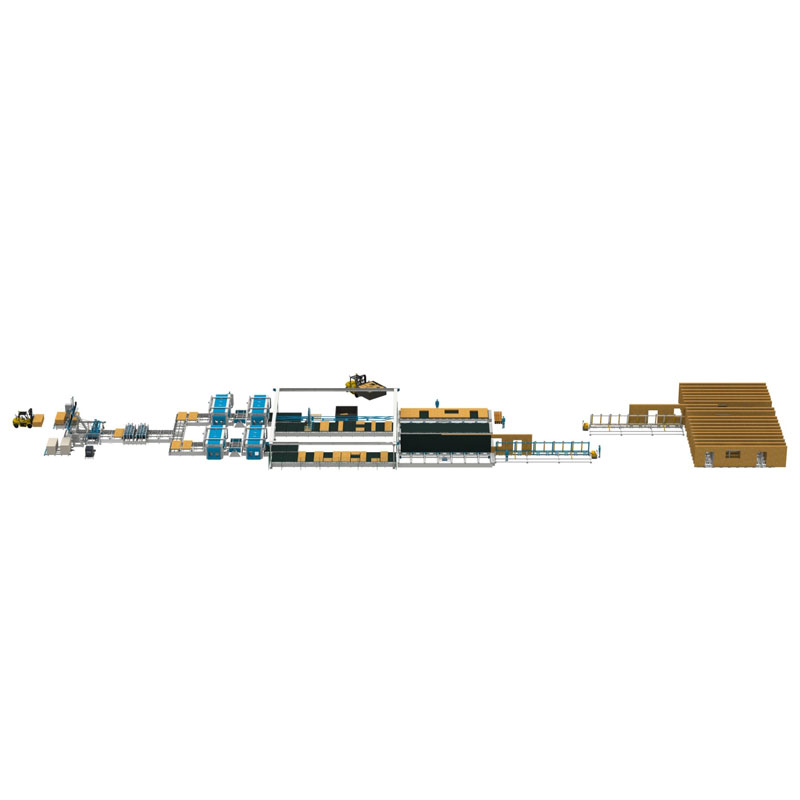
PROVOZNÍ SKLAD HOTOVÝCH VÝROBKŮ
Vozík s hotovým SIP modulem je přesunut elektrickým tažným traktorem do provozního skladu hotových výrobků.
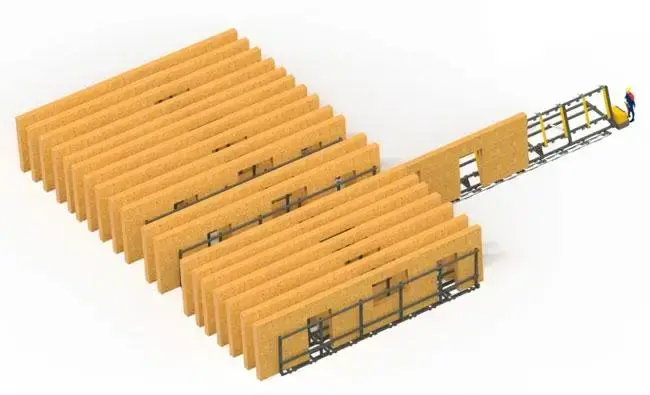

Číslo, které je potřebné pro montáž hotového domu, je aplikováno na konec SIP modulu pomocí ručního značkovače.
Volitelně je možné instalovat okna, dveře, položit komunikace a instalovat dokončovací práce v SIP modulech podle samostatných montážních schémat na stávajících nebo samostatných montážních stolech.
VÝROBNÍ ETAPY A HARMONOGRAM
І | ІІ | ІІІ | ІV | V | VI | |
Čas | 4 minuty | 4 minuty | 4 minuty | 40 minut | 40 minut | 8 hodin |
Proces | montáž, lepení a lisování | CNC zpracování panelů z obou stran | CNC zpracování panelů z obou stran | stohování dílů na montážní dopravníky | montáž modulů | plnění provozního skladu |
Výstupní produkty | 2 panely | 2 panely | 20 panelů | 20 panelů = 2 více stěn | 2 montážní více stěny | 20 více-stěn (modulů) |
Personál | 1 operátor 1 řidič vysokozdvižného vozíku je potřebný pro dodávku materiálů a odvoz odpadu | 1 operátor 1 řidič vysokozdvižného vozíku je potřebný pro dodávku materiálů a odvoz odpadu | 1 operátor 1 řidič vysokozdvižného vozíku je potřebný pro dodávku materiálů a odvoz odpadu | 1 operátor 1 řidič vysokozdvižného vozíku je potřebný pro dodávku materiálů a odvoz odpadu | 4-6 montérů závisí na složitosti a obsahu modulů | 4-6 montérů závisí na složitosti a obsahu modulů |
Produktivita na směnu | 200 SIP panelů | 200 SIP dílů | 200 SIP dílů | 20 více stěn | 20 SIP modulů | 2 prefabrikované domy |
DOSTUPNÉ DODATEČNÉ MOŽNOSTI:
1. Další jeden nebo dva montážní stoly s dopravníky pro složité segmenty, střechy, dokončování a vybavení modulů;
2. Oblast výroby SIP vložek;
3. Oblast výroby lepeného lamelového dřeva;
4. Oblast zpracování odpadu.
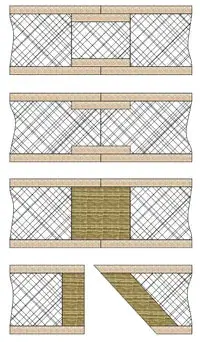
SIPS KONEKTORY
Lepené lamelové dřevo, dřevěné desky, SIP vložky a OSB lišty mohou být použity jako spojovací a ohraničující prvky. Jejich výroba a řezání se provádí na dalších linkách dodávaných jako volitelná možnost a propojených s MES.
Všechna zařízení Gluestream jsou vybavena modulem pro vzdálený přístup, který zákazníkovi poskytuje nepřetržitou online podporu.
Please, contact us if you need to get our technical support and we will share our knowledge with you.
Our team has a great experience in adhesive technology, gained over the years.
Auxiliary machinery
Zařízení pro lepení laminátů je nezbytné v technologickém procesu. Zjistěte, jaké pomocné stroje si naši zákazníci zakoupili pro zlepšení svých operací.
Alternative products
If you're interested in getting help with choosing equipment and need our assistance with generating a purchase inquiry or any other specific questions, feel free to contact us!